En bas d'la rue
Olivier Vasselin
Créations graphiques, maquettes destinées à l'offset, reprographie, sérigraphie.
création site web.
Calibrer un extrudeur
| Calibrer les axes XYZ | Régler le plateau | Calibrer un extrudeur |
|---|---|---|
| ..... | ..... | ..... |
| ..... | ..... | ..... |
Un extrudeur bien calibré, c’est essentiel en impression 3D FDM. Ce procédé permet en effet de s’assurer que la machine introduit la bonne quantité de filament vers le hotend durant l’impression.
Trop peu de filament et vous risquez de vous retrouver avec des intervalles importants entre vos couches, voire pas de couches du tout. Vous pouvez également observer une perte d’adhérence, ou bien un décollement ou une déformation des couches.
Trop de filament ? Vous vous exposez à des problèmes de surextrusion, soit les fameux blobs, le redouté stringing, et autres résultats quelque peu dégoulinants. Dans les cas les plus extrêmes, le filament risque même de boucher complètement le hotend.
Pour éviter ces déboires, suivez le guide ! Découvrez ici les quelques étapes qui vous permettront de calibrer correctement votre extrudeur
Calibration de l'extrudeur
Après avoir fait chauffer votre buse (température en fonction de votre filament), vous allez faire une marque sur votre filament 3D à 120mm de l'entrée de votre extrudeur avec un réglet.

Maintenant vous allez demander à votre imprimante d'extruder 100mm de filament puis vous mesurez la distance entre l'entrée de votre extrudeur et la marque que vous avez fait sur votre filament.

Dans cet exemple nous voyons qu'après extrusion, il reste 25mm de filament, l'extrudeur a donc extrudé 5mm de moins.
En effet, si votre extrudeur avait correctement extrudé 100mm de filament, il devrait rester 20mm de filament (la marque étant faite à 120mm). 120-25= 95mm d'extrudé.
Maintenant, il suffit d'appliquer la formule suivante:
pas/mm = (mesure extrusion demandée ÷ mesure extrusion réelle) x ancienne valeur pas/mm
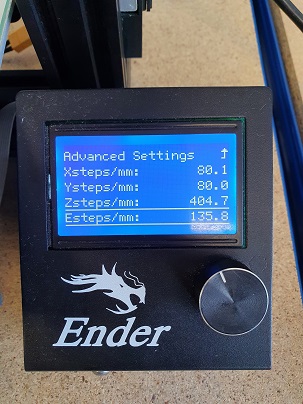
Vous trouverez l'ancienne valeur en regardant soit dans le menu de votre imprimante, dans le firmware ou bien en envoyant la commande Gcode.