En bas d'la rue
Olivier Vasselin
Créations graphiques, maquettes destinées à l'offset, reprographie, sérigraphie.
création site web.
Calibrer les axes XYZ
| Calibrer les axes XYZ | Régler le plateau | Calibrer un extrudeur |
|---|---|---|
| ..... | ..... | ..... |
| ..... | ..... | ..... |
A un moment, vous aurez besoin d'imprimer une pièce avec des dimensions précises, par exemple des supports pour les tables . Et là tout se complique. Vous vous retrouvez avec un pied d'une forme carrée censé faire 5cm de côté pour s'emboiter avec les pieds de la table. Sauf que ladite pièce est trop étroite (ou trop large, au choix).
Du coup, deux solutions s'offrent à vous :
sortir le papier à poncer et de l'huile de coude
recalibrer correctement votre imprimante pour qu'elle imprime les pièces aux dimensions réelles
Sans suspens, nous allons voir ensemble la deuxième solution
Impression du cube de calibration
On va commencer par imprimer cube de calibration. Le but va être de mesurer le cube après impression pour connaître l'erreur de notre imprimante.
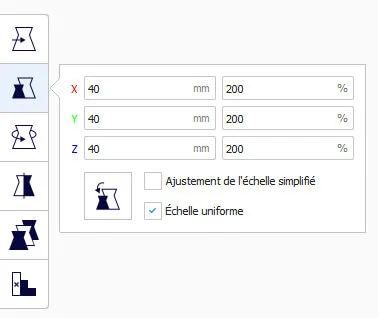
Pour mieux visualiser les écarts, on va augmenter la taille du cube à 40mm. Pour ce faire, on va simplement modifier l'échelle dans Cura à 200% et donc imprimer un cube de 4cm au lieu de 2cm.
Mise à l'echelle 200%
Hauteur de couche : 0.1
Remplissage : 20%
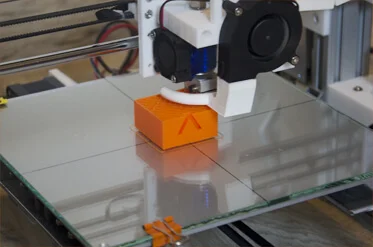
Impression du cube de calibration
Une fois le cube imprimé, on mesure chaque côté avec un pied à coulisse numérique.
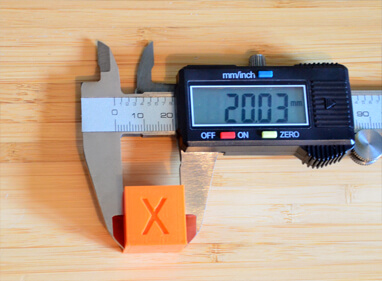
Voici les valeurs que j'ai mesurées :
- X : 41.07 mm
- Y : 40.45 mm
- Z : 41.18 mm
Correction
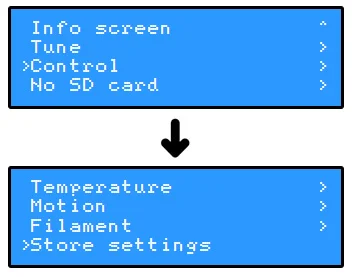
Votre imprimante utilise des moteurs pas-à-pas pour déplacer le chariot et le plateau. Pour effectuer un déplacement de 1 mm, les moteurs doivent avancer d'un nombre précis de pas. Par défaut, les moteurs des axes X et Y sont calibrés à 100 p a s / m m et 400 p a s / m m pour l'axe Z. Ca signifie que pour effectuer un déplacement de 1mm, le moteur de l'axe X doit avancer de 100 pas. Pour corriger le défaut d'impression, on va modifier ces valeurs directement dans l'imprimante. Pour afficher les valeurs actuellement utilisées par l'imprimante, allez dans le menu Control > Motion > Steps/mm :
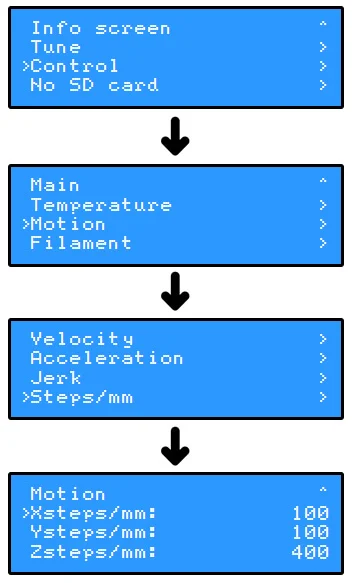
Dans mon cas, les valeurs actuelles sont
101.27
,
101.01
et
410.26
respectivement pour les axes X, Y et Z.
Pour calculer les nouvelles valeurs, on applique simplement la formule suivante :
nouvelle_valeur=(mesure souhaitée ÷ mesure réelle) × valeur actuelle
Dans mon cas, mes nouvelles valeurs sont alors :
- X : (40 ÷ 41.07) × 101.27 = 98.62
- Y : ( 40 ÷ 40.45 ) × 101.01 = 99.89
- Z : ( 40 ÷ 41.18 ) × 410.26 = 398.5
Pour appliquer ces valeurs, retournez dans le même menu, sélectionnez la valeur à modifier et utilisez les boutons haut/bas pour changer la valeur.

Pour finaliser l'opération, allez dans le menu "Control" et sélectionnez "Store settings" pour enregistrer les nouveaux paramètres dans l'imprimante. Sans ça, vous perdrez vos réglages au prochain redémarrage de l'imprimante.